Smart Solutions for Smoother Operations: Oil Analysis, Condition Monitoring, and Sensors
Oil Analysis
Tribology is the study of friction, wear, and lubrication. It is the science of interacting surfaces in
relative motion. In the mid-1940s the Denver and Rio Grande Railroad began the start of oil condition
monitoring of Diesel Engine Oil. It began with spectroscopy – elemental analysis to detect wear metal
and
monitor trends. Around 1955 U.S. and Naval Armed Forces established (the JOAP) Joint Oil Analysis
Program
which determined how useful the monitoring of wear trends helped with maintenance. Each had its own
in-house
oil analysis monitoring program. It was not until the 1960s that the first commercial lab was
established in
Oakland California by Edward Forgeron. This gave companies that have various assets an opportunity to
launch
their own program and partner up with these commercial labs to begin their journey to cost savings. This
was
a game changer for companies that were spending hundreds of thousands to millions a year on maintenance
repair costs and loss in production.

The first tests established to monitor oil condition began with elemental analysis to check for wear, and blotter tests to check for soot, dispersancy, and glycol contamination. Hot plates were a quick way to detect water contamination. A flash point was used to check for fuel dilution or contamination with a more volatile fluid. However, each of these tests did come with its own limitations, while blotter test was a quick way to check fluid conditions, couldn’t quantify how much soot or glycol contamination was present. The flash point can’t provide a percent of fuel contamination and the hot plate could only detect water from 1000 ppm - 5000 ppm. Viscosity analysis for both 40°C and 100°C were also common evaluated properties. To this day these tests are still utilized for quick checks and field testing. It is recommended that a sample be taken and sent to an accredited laboratory to verify.
Over time, more test methods were introduced such as Karl Fischer – which can accurately detect water contamination in ppm or percent, acid and base numbers can check for fluid degradation, and gas chromatography is utilized to detect fuel dilution in percentage. Furthermore, test methods began to expand to other fluid types; gear, hydraulic, compressor, and turbine to name a few. This required new test methods to be introduced such as particle count – to check for fluid cleanliness, particle quantifier for ferrous wear, water separability characteristics, foam, air release, and vibration analysis for misalignment or bearing failure, thermography analysis for hot spots, microscope analysis, as well as filter debris analysis, have been useful for root cause analysis (RCA). More advanced and specialty testing became necessary to further study the cause of wear. To date, there are useful tests, field tests, and data analytic tools to allow us to be more prescriptive and able to effectively monitor asset life.
Oil analysis has since expanded onto various fluid types, not just your standard oil. It’s important to test and monitor all fluid types, for example, coolant analysis is crucial to ensure engine life longevity. It is said on average 40% - 60% of engine failures are related to poor coolant maintenance. Simply testing both your engine and coolant can extend the life of the engine and decrease maintenance costs. As the value in oil analysis continues to expand into different fluid types it’s important to note that it’s not just limited to oil. Oil is where it all began and since then it has expanded to coolant, diesel fuel, grease, metalworking, transformer, and fire-resistant glycols.
Each fluid type does require its own specific panel of testing. Like blood analysis, each fluid type has what you can call its own blood type. Each test must be specific to monitoring the fluids’ properties and conditions. Ensuring the right panel of tests is being performed is extremely important to managing your fluid analysis program.
Condition Monitoring
“It’s not just data, it’s what you do with it” POLARIS Laboratories®, now that testing is being conducted, what is next? The data in each sample report provides a story about the condition of the asset. It’s important to have a basic understanding of what each test detects and its purpose. It is extremely important to provide as much information about the component type, manufacturer, and model as well as fluid manufacturer, product type, and grade. This information will help ensure the correct flagging criteria for both the component and fluid are being used for comparison on analysis. Missing information can lead to misinterpreted reports or missed opportunities to prevent failure. So, let’s take a look at some of the standard testing as well as advanced reliability analysis.
Elemental Analysis
Detects metals and reports them in ppm. There are 4 groups of metals that can be detected: wear,
contamination, multi-source, and additive metals. Wear metals consisted of Iron, Chrome, Nickel,
Aluminum, Copper, Lead, and Tin. Contamination consists of silicon, sodium, and potassium. Multi-source
consists of manganese, molybdenum, antimony, lithium, and boron. Additives consist of calcium,
magnesium, barium, phosphorus, and zinc.
Each element has its own source and purpose. Seeing an increase in wear metals can indicate specific
areas of the asset that may be worn, for example – copper, lead, and tin can be bushing/thrust bearings.
Silicon can be an abrasive material and can contribute to increased wear. Sodium and potassium can be
coolant inhibitors, and multi-source metals can be alloys – steel alloy wear can be a mix of chrome,
nickel, manganese, molybdenum, and vanadium. In oil formulations phosphorus and zinc (ZDDP) are
considered anti-wear properties to help protect against friction. It is important to note that elemental
analysis methods do have size limitations. Different methods can vary in size and can detect up to an
average of 8 - 10 microns.
Viscosity
A measure of fluids’ resistance to flow. Viscosity is crucial in determining fluid film thickness. Ensuring the proper ISO or SAE grade is being used, the film thickness is what provides the proper boundary lubrication between two moving surfaces. A low viscosity can indicate more metal-to-metal contact with an increase in wear. Too high of viscosity can identify contamination or impact the fluidity of the oil and the capability of adequate boundary lubrication. Measuring the fluids’ viscosity is key in ensuring a proper lubrication regime for the component. Viscosity can be measured at 40°C and 100°C.
Acid and Base Neutralization Number
In most engine oils, magnesium and calcium function as detergents and dispersants – their role is to keep the engine clean, keep particles in suspension, and prevent them from agglomerating. They also have an alkalinity reserve which helps neutralize the acidic by-products of the oil. As the base number decreases the oil alkalinity reserve depletes and cannot neutralize the oil as effectively. The acid number is the opposite of the base number, it measures the formation of acids in the oil. An increase in acid number is an indication of oil degradation and oxidation.
Particle Count/ PQ Index
ISO 4406 – Particle Count measures how clean or dirty the oil is and can detect a range of particle
sizes from 4 to 100. An overall ISO cleanliness code XX/XX/XX is reported at the following micron sizes
– 4/6/14. ISO Cleanliness codes can range from 0 - 28, having a low ISO cleanliness code indicates the
fluid is clean. A high ISO cleanliness code can indicate severe particulate contamination in the form of
filter media, wear particles, contamination such as abrasive, and on occasion rags or bugs. In systems
that are high pressure and require fluid cleanliness it is recommended to do particle count. In
non-filtered systems fluid cleanliness may be more difficult to obtain, therefore wear will be the main
concern as well as contamination. PQ (Particle Quantifier) Index measures ferrous wear (iron) ; it has
the capability to detect wear that is >5 microns in size. Both tests can be useful in detecting larger
particles of wear or contamination. It is not recommended to use particle count on non-filtered systems.
These tests can be utilized to monitor asset conditions. Each of these tests can also be correlated to
confirm a problem, then the necessary maintenance can be scheduled, and root cause analysis determined.
For example, – high silicon, iron, and aluminum can indicate abrasive contamination which increases
wear. Studies have found correlations between these 3 elements to determine wear due to abrasive
contamination, action to check for the source of abrasive entry should be investigated as well as the
severity of wear. Another example is between viscosity and base number, a decrease in base number can
cause the viscosity to increase because as the oil oxidizes it thickens. The same logic can apply to
acid numbers with viscosity as well, in this case, they will both increase. Viscosity can also decrease
in the presence of fuel dilution, excessive fuel in the crankcase causes the viscosity to decrease.
Diesel fuel has a viscosity range between 2 - 4 centi-Stokes (cSt), when mixed with oil it will cause
the fluid film to thin causing metal-to-metal contact. Fuel dilution impacts other fluid properties such
as base number and additives will also decrease.
Knowing the correlations and limitations between other tests will help confirm an issue or lead to
further advanced analysis. For example, a sample was taken and there was visible debris observed at the
time, however, lab results came back normal for elemental analysis, and a high PQ was reported. Why is
that? As stated earlier, elemental analysis has size limitations of 8 - 10 microns in size. Therefore,
visible wear debris can range from 30 - 40 microns in size, since the wear particles were larger than
the elemental analysis it was not able to detect those wear particles, however PQ did. Knowing this
information may be useful in determining the type of testing needed to help with root cause analysis.
Advanced reliability analysis has been proven to be extremely useful in having an in-depth understanding
of failure or root cause. Below is a list of tests that focus on the study of particles, vibration, and
thermography.
Analytical Ferrogram
Microscopic study of ferrous (iron) wear particles and contamination. Particles are separated from the oil and placed onto a slide. This test is recommended for components that are comprised of Iron, for example, gears, diesel, and unleaded gasoline engines, or sample analysis results with a high presence of iron wear. Ferrous debris analysis is meant to study the specific cut in wear – spalling, sliding, abrasive, or fatigue wear. Analytical Ferrography can detect contamination and rust that may not be detected via standard analysis. It is also useful to determine the root cause of wear and failure analysis and can even be used as a preventative measure to check for any early signs of wear.
Micropatch Analysis
Micropatch analysis is best used in looking for non-ferrous wear metals e.g., copper, lead, and tin. The oil is filtered through a 0.8-micron size filter. Wear particles are embedded between the filter patch and then analyzed. Micropatch analysis is recommended for turbines, compressors, hydraulics, natural gas engines, or sample analysis results with a higher presence of non-ferrous wear. Micropatch analysis is capable of detecting wear, contamination, varnish, and micro-dieseling.
Filter Debris Analysis
In this test, particulate matter is removed from the filter media and studied in both micropatch and
analytical Ferrogram Analysis. In-depth analysis of wear regime, failure analysis, root cause as well as
filter effectiveness. Filters are the kidneys in a component and hold a lot of useful data, so the next
time you have a failure or need to check the health of an asset, test the filter and don’t throw it
away.
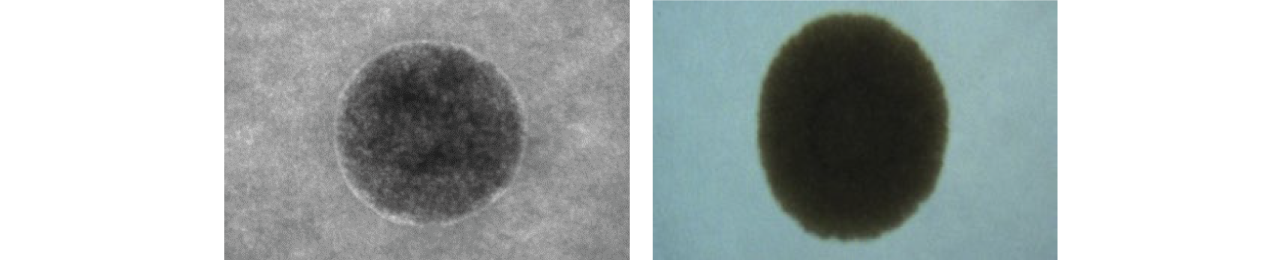
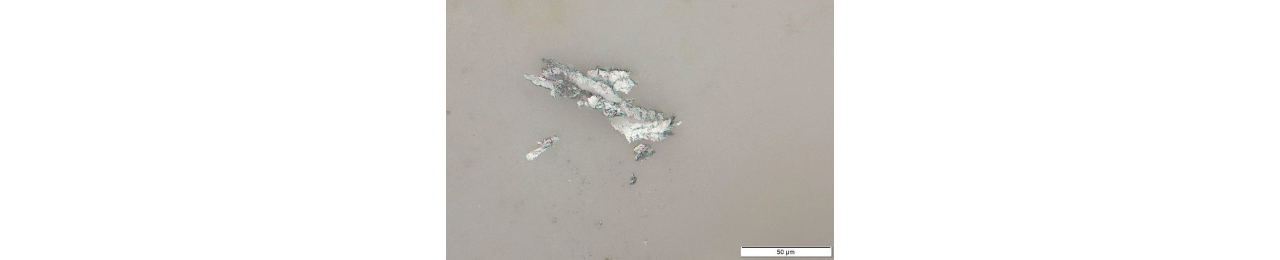
Below are some images of microscope analysis and the types of wear and contamination that can be
captured -

Varnish Analysis
The study of the potential of varnish within a Turbine, Hydraulic, or Compressor. Recommended on components that have a high operational temperature, are exposed to an electrical current, or tend to form varnish. Not detectable through standard testing.
Vibration Analysis
Monitors change in vibration from a pre-established vibration signature. Each component will have a standard tolerance for vibration. Any increase in vibration can indicate an issue of misalignment or bearing failure.
Thermography Analysis
Checks for hot spots that can cause bearing failure or caused by varnish formation. Bearings will fail when exposed to higher temperatures. Varnish can also cause hot spots around bearings and heat exchangers. Varnish acts like an insulator, not allowing the heat to dissipate. Thermography analysis is important to monitor bearing life and help detect hot spots caused by varnish.
Sensor Technology
Sensors are a useful tool to assist with predictive and preventative maintenance. They monitor particles, temperature, vibration, pressure, oil degradation, and power. Sensors are also useful in the early detection of failure, and changes in temperature and be used as early warning signs of a problem. If a sensor indicates an increase in temperature that can lead to further analysis such as thermography to detect hot spots and taking an oil sample to check for any wear as a result. Together they can be used to confirm a potential problem and catch it early to prevent failure. The data is typically monitored daily by maintenance personnel. There are different types of sensors out in the market meant to monitor specific areas to a period.
Vibration Sensors
Monitor the frequency, velocity, and acceleration of vibration. These sensors can help monitor rotational equipment; each one has its own vibration signature. These sensors can help detect misalignments and help prevent failure. Useful in turbines, large circulation gearboxes, hydraulics, and compressors.
Power/Electrical Monitoring Sensors
Monitor changes or fluctuations in electrical current, voltage frequency, or energy consumption. Useful in Power Generation Plants, Transformers, and components exposed to electrical currents.
Particle Count Sensors
Monitor the overall cleanliness of the oil and can set target ISO code and set to alarm when ISO cleanliness code has been exceeded. Particle count sensors can help indicate an issue with wear or contamination and are useful in hydraulic, large circulation gearboxes, and turbines. Any component type where fluid cleanliness is essential to day-to-day operations would benefit from sensors.
Temparature Sensors
Monitor changes in operational temperatures that can lead to oxidation, hot spots, varnish, fires, and
component failure. Temperature Sensors can even help detect leaks in HVAC systems or overheating
problems and even detect electrical issues as well. They are useful in various components where
temperature control is essential to operations and fire prevention.
It is important to note that while sensors may be easy to install, not all are straightforward. It is
suggested to consult with a sensor specialist to recommend a proper selection of sensors and assist with
installation is key. There are other types of sensors that are battery-operated or wireless. Sensors are
helpful to ensure the day-to-day operations are going smoothly, however, they are not meant to fully
replace oil analysis. Sensors are an added tool used for condition monitoring but are not the
end-all-be-all.
As the industry continues to change and shift into innovative technology, sustainability as well as data
management. It’s important to establish a fluid analysis management program that is diversified with
condition monitoring, data management, and data connection. Closing the gap between sensor and
telematics data is going to provide program managers with a 360-degree view of overall asset health and
maintenance. Overall, the goal is to save on production loss, equipment downtime, maintenance, repair,
and labor costs
About the Author
Mrs. Elaine Hepley with 15 years of industry expertise, specializes in varnish analysis and leads
a
global team of 13 Data Analysts at POLARIS Laboratories®. As the in-house varnish subject matter expert,
she has introduced advanced microscopic analysis to assess varnish formation and wear, offering valuable
insights into system conditions. Active in the Society of Tribologists and Lubrication Engineers (STLE),
Elaine currently chairs committees such as OMA, DEI, and Certification. She's also a board member and
part of the LORV Chapter within STLE.
Contact Mrs. Elaine Hepley at ehepley@polarislabs.com
Elaine Hepley
Data Analysis Manager | Polaris Laboratories