Oil Quality Management: A Sustainable Approach to Machinery Maintenance
1.0 Lubricating oil plays an important role in the maintenance of machinery and equipment. Oil quality
is critical to the reliability, operating cost, and lifespan of equipment. More than half of all
machinery failures occur due to poor lubrication. This article seeks to emphasize the importance of oil
and how it can be managed effectively.
2.0 Functions of Oil
Lubricating oil has the following main functions:
a. Lubrication
b. Remove heat to cool the system
c. Carry contaminants to the filter
d. In hydraulic systems, it also functions as a seal in control system components such as spool valves.
Lubricating oil must form a stable film between moving parts preventing metal-to-metal contact. Thus the
oil needs to be viscous. Viscosity is related to its load-bearing capacity. Any reduction in the
viscosity during operation will result in a reduction in its load-bearing ability. Additives in oil
ensure their usability for different applications. Anti-foaming, detergent, and extreme pressure are
some common additives.
3.0 Importance of keeping oil clean
According to the US Bureau of Standards, oil does not mechanically wear out and thus, theoretically, can
be used indefinitely. Yet, more than half of all machinery failures are attributed to bad oil or poor
lubrication conditions. It is perhaps the most ignored commodity in any industry.
Oil contamination is primarily from 4 sources: generated in the system due to wear and tear, ingressed
due to either leaking components in the system or bad maintenance practices, from fresh oil added to the
system as top-up or contaminants that are left over (such as welding slag) after maintenance work.
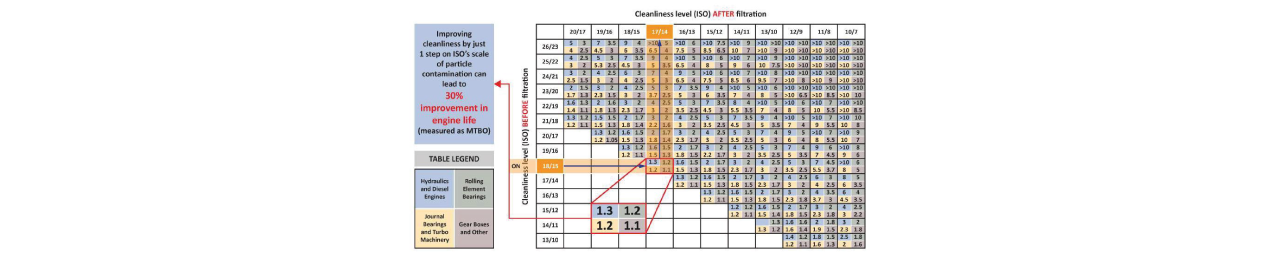
Fig 1 shows how improving oil quality can have a direct bearing on the life of equipment components. As an example cleaning oil from 18/15/12 to 17/14/11 can increase the life of rolling bearing elements by a factor of 1.2, of Hydraulics and Diesel engines by a factor of 1.3, of Journal bearings by a factor of 1.2 and of Gear boxes by a factor of 1.1. (Source: Noria Corp.)
4.0 The Oil Pyramid.
The old school of thought proposed that as long as the size of particulate matter in lubricating oil was considerably smaller than the clearances in moving parts, these particles were harmless and would simply pass through the system without causing much harm.
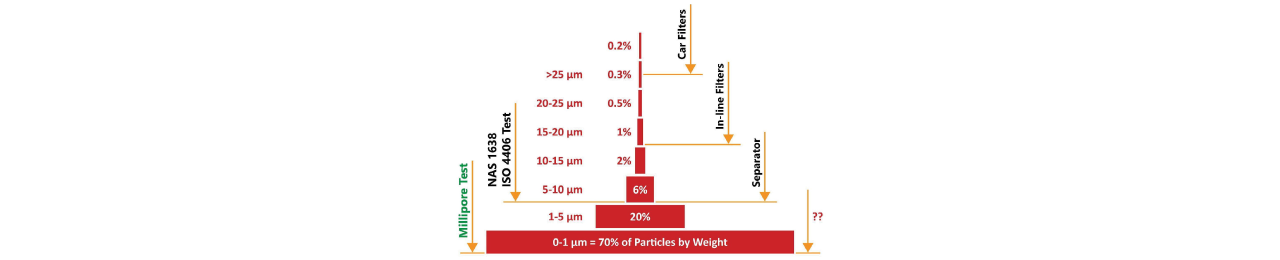
The Oil pyramid (Fig.3) shows, typically, the distribution of particles by size in lubricating oil. Over 90% of particulate matter is < 5 microns and 70% of particulate matter is < 1 micron. Online and return line filters in engine and hydraulic circuits are typically 8 ~12 microns. Centrifugal separators may remove particles up to 5~8 microns. Online filters thus do not trap almost 90% of the particulate matter in oil systems. These small particles, < 5 microns in size, are the cause of concern to us. Small in size but with large surface areas; in the presence of heat, moisture, and pressure, they act as catalysts that promote oxidation. Oxidation is the nemesis of oil.
5.0 Stages of oxidation
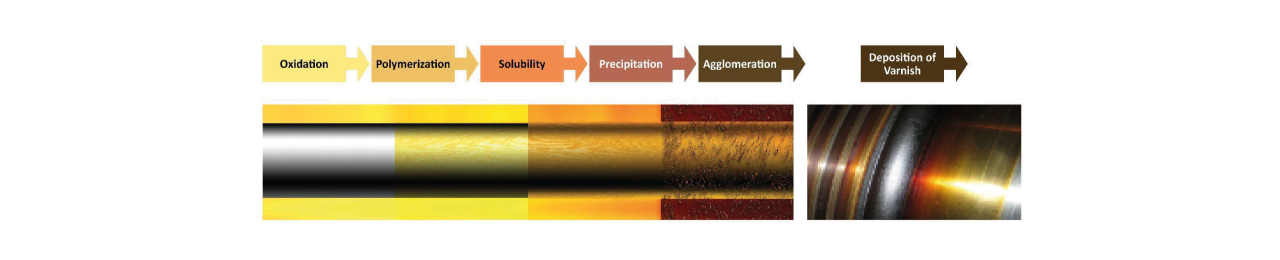

(Fig. 4) explains the process of oil oxidation. Oxidation drastically deteriorates the oil quality, reduces its load-bearing capacity, and accelerates wear and tear. This in turn generates larger quantities of fine particulate matter, and the chain reaction continues.
The brown sludge that we observe in the bottom of hydraulic tanks is varnish and sludge, the products of oxidation. Diesel engine oils also oxidize, but in 4s engines the oil discolors quickly due to the soot from combustion products, and therefore varnish is not visible. Most control components in hydraulic systems ‘fail’ because of the hard brown colored varnish deposits on them which restrict free movement.
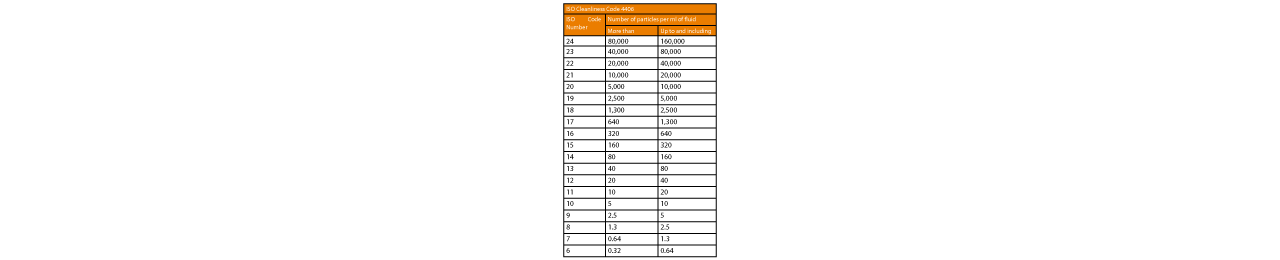
6.0 Standards of Oil Cleanliness -ISO 4406, NAS The primary function of filters is to remove particulate matter from the system. Having filters in the system by itself is no guarantee that the oil will be clean. What needs to be monitored must be measured. Therefore regular oil sampling (the better solution is online monitoring which will be discussed later in this article) and analysis is an important tool to monitor oil health. While most companies send out oil samples from their machinery at periodic intervals for routine analysis at laboratories, the ‘particle count’ is seldom requested.
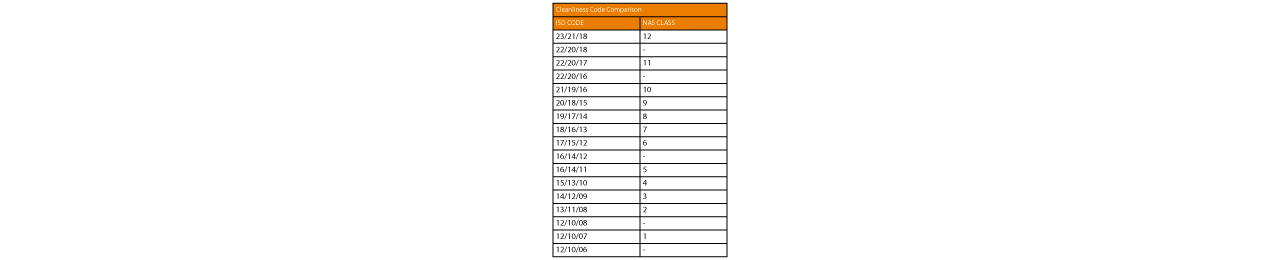
Typically the Industry uses two ‘codes of cleanliness’. NAS used to be the industry standard but is now outdated. The current standard in the Industry is ISO 4406. The standard specifies the particle sizes of 4, 6, and 14 microns in a 1 ml sample of oil. For eg ISO 4406 19/17/14 implies the oil has up to 500,000 particles of 4 microns or more, 130,000 particles of 6 microns or more, and 16,000 particles of 14 microns or more. The ISO 4406 table is reproduced below.
The minimum recommended cleanliness level for hydraulic oil is 19/17/14. Certain applications will require oil to be maintained to higher standards of cleanliness.
7.0 New Oil is not Clean!
It must be stressed that new oil from barrels is seldom clean enough to be used directly in your hydraulic systems. Bulk oil from refineries is ‘packaged’ at commercial facilities in barrels of different sizes. These barrels are not free of debris and contaminants. Often, the system oil is cleaner than the ‘so-called’ new oil. The use of a portable transfer pump to refill the system tank is another source of contamination. It is therefore strongly advised that oil from any storage facility - barrels or storage tanks, must be filtered before adding it to system oil.
8.0 Online filters, return line filters.
Online filters in lubrication systems (engines, turbines, etc) and hydraulic systems are full-flow filters, generally located after the pump. There are practical limitations to the media pore size of these filters. The primary condition is that oil flow to the system cannot be restricted. Very fine pores are prone to getting clogged more often thus potentially restricting flow to critical components downstream. Also, in high-pressure hydraulic systems, a clogged filter will cause a great pressure differential and therefore the filter media will be prone to rupture. Full flow filters are therefore designed accordingly, their primary function being to ensure adequate oil flow to the system and to prevent ‘larger than clearance’ particles from damaging the components.
Another factor to note is that almost all full-flow filters have a bypass valve. If the pressure differential across the filter increases, the bypass valve opens allowing full flow of ‘unfiltered oil’ to the components. This is not desirable but necessary in case the filter gets clogged. Filter media pore sizes must necessarily be large enough to prevent frequent clogging.
Often high pressure hydraulic systems do not have full flow filters on the pressure side but are equipped with return line filters. Return lines are always larger in diameter than pressure lines and have a gradient towards the return oil tank. This is to ensure that oil flow to the tank is unhindered. For this reason, the media pore size on the return line filters typically is 8-10 microns.
9.0 Beta Ratio of Filters.
While all filters, including non-genuine ones, may look alike, the Beta ratio of the filter is one important factor that defines its cleaning efficiency. The filter size, say 5 microns, is a general reference to its filtering efficiency. It does not imply that every particle >5 microns will be trapped in the filter. Obviously, contaminant particles come in varying sizes and have different profiles. It is unrealistic to expect that any media can trap every particle beyond a certain size. The Beta Ratio becomes useful in judging the filter efficiency.
For example, ẞ3=100 means that for this filter, whose nominal rating is 3 microns, for every 100 particles of 3 microns or more, 1 particle will go through the filter downstream. Beta ratio can be used to calculate the efficiency of the filter.
Filtration efficiency = (Beta Ratio -1) /Beta ratio, expressed as a percentage. A Beta ratio of 100 yields a filtration efficiency of 99%. It also means the same filter of 3 microns nominal size will have several ẞ ratios at say 5, 7, 10, and 100 microns.
When using replacement filters, always discuss the Beta Ratio with your supplier along with other filter parameters such as filter media, nominal filter rating, bursting pressure, internal bypass valve setting, etc.
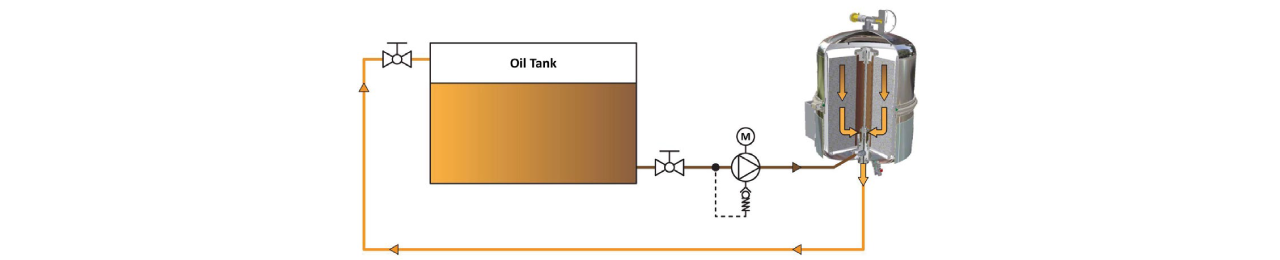
10.0 Bypass kidney loop filtration systems.
The most efficient method to keep oil clean is to install kidney loop bypass filtration systems. These typically have very low flow rates and have depth filters (discussed later). Typical flow rates could be as low as 1LPM and the system is generally designed with its own pump and motor so that it is independent of the main system and can operate 24x7, even when the main equipment is stopped. The flow rates are designed to give between 1.5 and 2 passes of sump oil every 24 hours. As an example consider an oil sump of 6000 litres capacity. The desired flow rate for the kidney loop filter is between 9000 and 12000 liters per 24 hours. Considering that each filter housing can pass only 1LPM or 1440 litres/24 hours, the system will incorporate between 6 and 9 filter housings depending upon the running hours of the main equipment.
Media pore size in bypass filtration systems will vary depending on the application. In our experience for trunk-type diesel engines a 3-micron filter is fit for purpose. Smaller media sizes will choke the filter more often. Keep in mind that in the trunk type 4-stroke engine, oil contamination by soot is very high. The soot discolors the oil, however, the color of the oil is no indication of its cleanliness.
For hydraulic systems, we would recommend bypass, kidney loop filters of 0.1 micron.
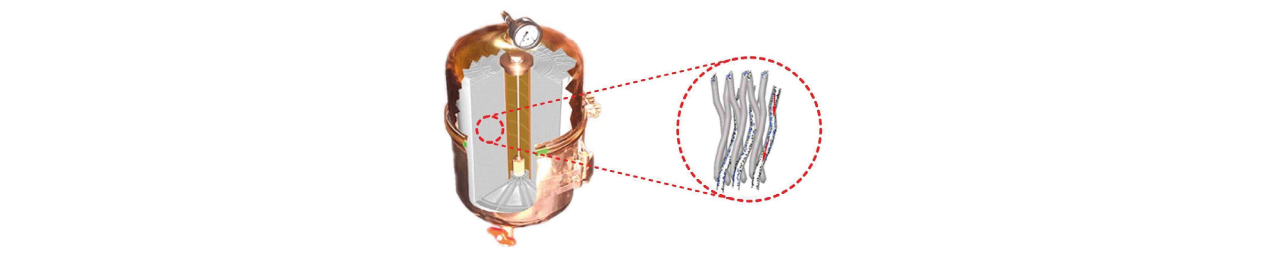
11.0 Depth filtration
Online full-flow filters are generally radial flow type, the oil passes through the filter media either inside out or outside in a radial direction. Consequently, retention time in the filter media is small. We recommend kidney loop filters with depth filtration. The filter cartridge consists of long strands or capillaries of chemically impregnated cellulose fiber material. Oil is forced through these capillaries under pressure and must traverse the entire length of the capillary. The cleaning process is therefore more thorough due to the longer retention time of the oil in the filter media.
12.0 Measure what you need to monitor
Oil sampling and lab analysis is a well-settled practice in almost every industry. While it is a good indicator of the oil health of the equipment, there are more modern methods available to do this job. The traditional method of collecting oil samples and sending them to labs for analysis is an unreliable method of measuring oil health. Consider the following:
The sampling point and collection container could be dirty The sampling point may be different every time a sample is withdrawn resulting in varying results Transit time to the lab could be long, causing oil to deteriorate and oxide in transit Accuracy of testing in the lab is always a question mark
Additionally, considering transit time of the sample to the lab, the test results often come in too late for the equipment operator to make any sense or use of the results. The oil could have been drained and replaced or the machinery could have failed. In both cases the results are useless and defeat the purpose of oil analysis reports as a tool for better maintenance.
13.0 Online Oil Quality Monitoring Sensors
Several online sensors are available in the market today which relay real-time online data on Oil Quality. Some sensors measure only water or viscosity which might be adequate for some applications. The ‘go - no go’ type of sensors work on the principle of measuring the dielectric constant of the oil. Any change in any of the parameters of the oil - viscosity, particle contamination, dilution, additive depletion, flash point, etc will change the constant value and alert the user. Long-term trends can be established giving the operator an insight into the health of the equipment itself. We have seen that as the mean time to overhaul decreases, the oil deteriorates faster.
The approach is that if the oil, as indicated by the single sensor, is fit for use for the hours of operation as specified by the manufacturer, no action is required. It is only if oil deteriorates earlier than expected that samples should be drawn and sent to a lab for detailed analysis.
14.0 Field Data
We have been installing bypass filtration systems for over six years now, on a variety of equipment, and field results are very encouraging. Using bypass kidney loop filtration systems (even of 0.1-micron size) did not affect the additives in the oil.
On high-speed engines, we have been able to increase oil life by a factor of 3-4 times. In most cases, the oil was replaced even though it was fit for further use. In all cases, where the filtration system was installed on engines, the crankcase color (cleanliness) significantly improved after six months, and the hard soot deposits were washed away. The engine components were visibly clean.
We observed much lesser carbon deposits in the cylinder and on the piston crown when the engine was opened for overhaul. In hydraulic oils, the 0.1-micron filter significantly improved the condition of oil in the system over a period of weeks. In a Gas Turbine-based power plant, the 0.1-micron filter was able to reduce varnish in the oil significantly.

The 0.1-micron filter was able to reduce the varnish content in steam turbine oil significantly. A varnish is a form of lubricant degradation causing the formation of undesirable deposits. In turbine systems, few failure conditions can disrupt operations as quickly and completely as a varnished control valve. The MPC value is the only procedure worldwide that can be used to quantify an oil's potential to form varnish. The higher the MPC index is, the more undissolved particles are present in the oil. The 0.1-micron filter was able to significantly reduce the MPC value. Chief Engineers report that the Oil Quality Monitoring sensor is a powerful tool to maintain the condition of the oil. In one case diesel contamination was quickly detected and further complications were avoided. Several sites where these sensors are fitted have stopped sending samples to the lab for analysis.
15.0 Sustainability
Using bypass kidney filtration systems in conjunction with Online Oil Quality monitoring systems gives the following advantages:
Significant benefit in improving MTBO of the equipment. Cleaner oil means longer life of equipment. Reduced operational costs. Oil life can be significantly enhanced.
Besides lower operating costs, the more compelling reason to use similar systems to increase oil and filter life is to move towards cleaner and greener maintenance practices. Both the disposal of used oil and discarded filter cartridges is a nightmare to handle and continuously increase the carbon footprint and thus the burden on our planet earth. It is simply common sense and ‘earth sense’ to use the oil for longer intervals.
16.0 Recommendations
Some recommendations I would like to leave with the readers:
Oxidation is the nemesis of lube oil refer to Fig 3. Bypass kidney loop filtration systems can play an important role in managing oil quality. Depth filters give far better results than conventional ones.
Understand the ISO 4406 standard of oil cleanliness.
Get regular particle count done on hydraulic system oil.
New Oil is not Clean oil. Refill oil only through a 5-micron filter.
Remember the Beta Ratio and its importance in oil filtration.
Measure what you must monitor - Online Oil Quality Monitor sensors are the solution.
If you continue to send samples to the lab for analysis, take care to collect the sample properly. Get it quickly to the lab. The more time the sample spends in your premises the greater the error in the result.
It is time to look at prolonging oil life not just as a maintenance issue but as a responsibility to the environment.
About the Author
Mr. Uday over 15 years of seafaring experience to his role. His firm belief in harnessing
advanced technology to revolutionize machinery maintenance and has made Neptunus a leader in the
Marine and Oil and Gas sectors. He is a respected thought leader in machine health monitoring,
frequently addressing industry associations and manufacturing giants, and delivering seminars to top
executives, plant managers, and maintenance leaders on efficient maintenance practices.
Contact Mr.Uday Purohit at uday@neptunus-power.com
Uday Purohit
Managing Director | Neptunus Power Plant Services Pvt. Ltd.